Moisture absorption plays a major role in the performance of paper, paperboard, and packaging materials. A material that absorbs too much water may lose strength, dimensional stability, and surface integrity—leading to failures in printing, packaging durability, or product protection.
To evaluate this, manufacturers rely on a standardized device known as the COBB Tester.
📘 What Is a COBB Tester?
A COBB Tester is a laboratory instrument used to measure the water absorptiveness (or “Cobb value”) of paper, cardboard, and similar materials.
This value indicates how much water the material absorbs over a specific time period, giving insight into its suitability for printing, packaging, and other applications.
The test follows international standards such as ISO 535, TAPPI T441, and ASTM D3285.
💧 Why Water Absorption Testing Is Important
Paper and packaging are frequently exposed to different moisture conditions, including:
- Humidity during storage
- Water during printing
- Moisture during transportation
- Condensation in cold-chain packaging
- Liquid spills or handling conditions
Poor moisture resistance can cause:
- Weakening of paper strength
- Warping or swelling
- Ink smudging or feathering
- Poor printing finish
- Packaging failure
A COBB Tester helps prevent these issues by providing measurable and repeatable results.
🔧 How a COBB Tester Works
A COBB Tester consists of:
- A cylindrical test area where the sample is placed
- A rubber sealing ring to prevent water leakage
- A metal roller for water removal after testing
- A graduated cylinder or water reservoir
🧪 Test Procedure (Simplified)
- Cut a sample to standard size (usually 100 cm²).
- Place it inside the test cylinder and seal the ring.
- Pour a measured amount of water onto the surface.
- Allow it to absorb for a fixed duration (e.g., 60 seconds).
- Remove excess water using the standard metal roller.
- Weigh the sample before and after testing.
- Calculate Cobb Value:
Cobb (g/m²) = (Final weight – Initial weight) × 100
The result shows the water absorptiveness of the material.
📦 Where COBB Testing Is Used
COBB Testers are widely used in industries such as:
- Paper mills
- Printing & Publishing
- Corrugated box manufacturing
- Packaging converters
- Food & beverage packaging
- White cartons, kraft paper, coated paper
- Pharmaceutical packaging
Any industry requiring moisture-resistant packaging relies heavily on Cobb value control.
🧰 Benefits of Using a COBB Tester
✔️ Ensures Consistent Product Quality
Cobb values help manufacturers maintain stable moisture absorption levels across batches.
✔️ Prevents Packaging Failure
Avoids issues like bulging, softening, or tearing during transport.
✔️ Supports Printing Performance
Helps optimize ink absorption and prevent ink spreading.
✔️ Complies with International Standards
Most customers require ISO- or TAPPI-compliant moisture absorption results.
✔️ Saves Cost by Reducing Rejects
Early detection means fewer customer complaints and rework.
📐 Typical Standards Followed
COBB Testers are commonly designed to meet:
- ISO 535 – Paper and board — Determination of water absorptiveness
- TAPPI T441 – Water absorptiveness of sized paper
- ASTM D3285 – Water resistance of paperboard
⭐ Conclusion
A COBB Tester is an essential tool for evaluating the water absorptiveness of paper and packaging materials. By delivering accurate, repeatable measurements, it helps ensure material stability, print quality, and packaging performance—preventing moisture-related failures throughout the supply chain.
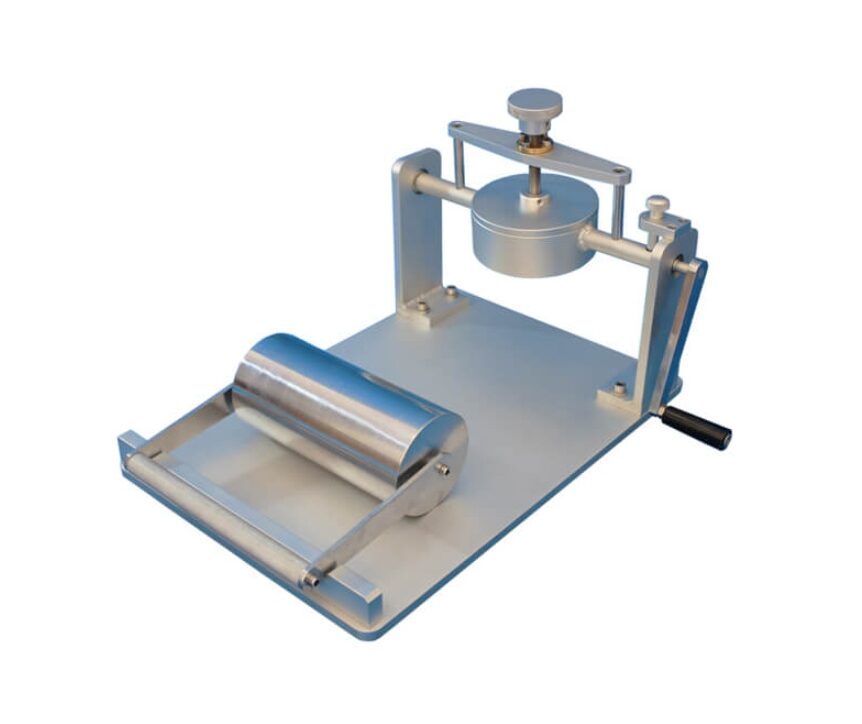
COBB Tester
Cobb Tester for measuring water absorption of paper, cardboard, and packaging materials. Fast clamping, precise timing, and consistent blotting pressure for reliable Cobb value results.